



錳鋼焊(hàn)接(jiē)熱處理篩網(wǎng)的使用壽命是否具有保障(zhàng),取決於多個關鍵因素的綜合控製,不是簡單以更換篩網的周期來(lái)解讀。以下是(shì)詳細分析及建(jiàn)議:
 .jpg")
1. 材料選擇與性能
錳鋼特性:高錳鋼(如ZGMn13)具(jù)有優異的耐磨性和衝擊韌性,尤其在強烈衝擊或高壓條件下,表麵會因加工硬化而變得更耐磨。但若工況為低應力磨損(如單純摩擦),其優勢可能不明顯(xiǎn)。
替代材料:若(ruò)工況以磨損為主(zhǔ),可考慮中碳合(hé)金鋼(如30CrMnSi)並進行調質處理,或堆焊耐磨層(如碳化鎢)。
2. 焊接工藝控製
焊材(cái)匹配:選用(yòng)與母材成分相近的焊條(如D256或D266),避免(miǎn)因成分差異導致裂紋。
預熱(rè)與層溫:高錳鋼焊接需預熱至200 300℃,層間溫度控製在250℃以(yǐ)下,防止熱影(yǐng)響區脆化。
焊(hàn)後緩冷:采(cǎi)用(yòng)保(bǎo)溫棉覆蓋緩冷,避免快速冷卻產生淬硬組織。
3. 熱處理工藝優化
水韌(rèn)處(chù)理:針對(duì)高(gāo)錳鋼,需加熱至950 -1050℃保溫後水淬,確保單相(xiàng)奧氏體組織,提升韌性和加工硬化能力。
去應力退火:若焊接(jiē)後無法整體水韌處理,可進行350 450℃低溫退火,減少殘餘應力。
.jpg")
4. 工況適應性設計
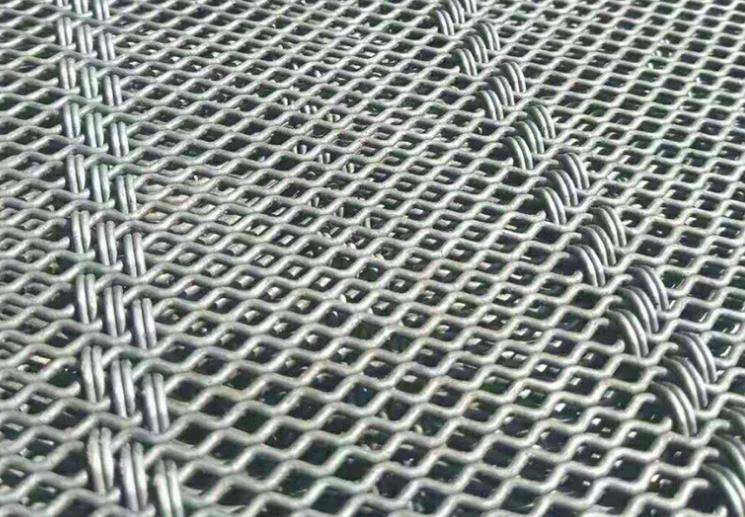
篩網結構:根據物料特性(如粒度(dù)、硬度(dù))設計合理的篩孔形狀(如(rú)長條孔、方孔(kǒng))和(hé)傾角,減少堵料(liào)和局(jú)部磨損。
動態載荷:若篩(shāi)分過程中衝擊(jī)較大,需通過有限元分析(FEA)驗證結構強度,避(bì)免焊縫處應力集中。
5. 質量控製與檢測
無損檢測:焊接後100%滲(shèn)透探傷(PT)或抽樣X射線檢(jiǎn)測(RT),確保無裂紋、未熔合等缺陷。
硬度測試:焊縫(féng)及熱影響區(qū)硬度應控製在HB200 350,過高需回火處理。
6. 維護與壽命(mìng)延長
定期翻轉使用:雙麵篩網可定期(qī)調換使用麵,均衡磨損。
局部修複:對磨(mó)損嚴重的篩條可(kě)采用耐磨焊條堆焊修複,延長壽命。
-1 (2).jpg")
問題:壽命是否有保障?
解讀:理(lǐ)想條(tiáo)件下:若材料(liào)選擇正確、工藝嚴格把控、工況匹配,錳鋼篩網壽命可達普通碳鋼的3 -5倍。
風險點:若焊接或熱處理不當,或(huò)長期處於低應力磨損環境,可能提前失效。
建議:與(yǔ)供應(yīng)商明確工況要求,提供試用品進行現場測試,並簽訂質量協議,確保壽命承諾。同時,定期維護記錄數據,優化使用方案。

管理員
該內容暫(zàn)無評論